
www.engineering-china.com
28
'12
Written on Modified on
从最弱一环到加工巨星
为何新的主轴连接可最大化提高金属切削效率
美国宾夕法尼亚州拉特罗布肯纳金属公司
全球工程解决方案副总裁Mark Huston
刀具系统全球产品管理总监Doug Ewald
产品工程全球刀具系统经理Ruy de Frota de Souza
对难加工材料,如钛合金进行加工时就其自身而言是一种挑战。提高加工高温合金的生产率
意味着如何在较低切削速度和较大切削力时实现最大金属去除率。机床制造商通过专业铣削
和车削中心来应对这一状况,它可以改善主轴和大型机床结构以提高刚性和减小振动,最大
化提高工件质量和延长刀具寿命。尽管这些改良可以提高生产率,但其最薄弱点往往是主轴
自身的连接。
在大多数情况下,刀具主轴连接决定了给定操作中的金属去除率。这是因为该接口必须在承
受高负荷时保持其刚度,直到刀具偏转过高或开始振动。随着刀具和加工中心的不断改进,
充分利用可用功率的主轴连接方式是研究前期生产计划的一个重要考量因素。
在过去数十年中,业界已开发或优化了几种类型的主轴连接。由于具有良好的成本/效益,7
/24 ISO锥柄立铣刀已发展成为市场上最流行的系统之一。它已成功用于许多应用,但精确
度和高速局限性使其进一发展受限。
锥面接触的出现使其突破7/24锥柄标准并向前迈进了重要一步。锥面接触与7/24硬质锥
柄的结合为Z轴方向提供了更高精度,但也带来一些不利,即在高速或边缘负荷较高时会使
刚度下降。市面上大部分刀具是整体的,主轴夹持力相对较低。连接刚度有限,因为径向干
扰需保持在最低限度。因此,实现一致的锥面接触所需的公差非常严格,这导致制造成本升高。
1985年,肯纳金属公司和德国Krupp WIDIA公司发起一项联合计划开发一种通用快换系
统,即目前公认的KM™和最近标准化的ISO 26622。90年代初,欧洲的机器开始使用HSK
系统,后来成为DIN 69893,然后是ISO 12164。
KM™快速换刀系统包含两个基本组成部分:夹持单元和刀头。夹持单元安装至机床中(用
于固定应用的刀塔或刀架,用于旋转应用的旋转主轴),且是可互换刀具单元/刀夹的刀座。
当换刀时,操作员只需打开闭锁系统,替换刀具单元,并锁定位置。停机时间仅需几秒。
肯纳KM4X™代表了下一代KM系统。有些系统可传送大扭矩,但切削力也会产生弯矩,在
到达转矩极限前超过接口限度。通过结合高夹持力和优化的抗干扰性能,KM4X在加工高温
合金和其他材料时可提供可靠的连接,极高的刚度和弯曲负载能力,这使得每天都能得到非
常高的金属切削率并生产更完整的部件。
改进后的三倍抗弯矩力
主轴连接需提供与机床规格及更高生产力要求相符的扭矩和弯曲载荷能力。这在立铣应用中
尤为明显,其有效悬伸长度通常较长,主轴接口的弯曲力起到一定限制作用。例如,主轴端面
悬伸达250毫米(9.84英寸),直径为80毫米(3.15英寸)的玉米铣刀在12.7mm RDOC
和63.5 mm ADOC中Ti6Al4V去除率达360 cm3/min时可产生4620 Nm(3407.5磅/
英尺)的弯矩及小于900 Nm(663.8磅/英尺)的扭矩。
锥面主轴连接最关键的参数是夹持力和径向间隙。最大化夹持力并选择适当的过盈量可进一
步提高连接刚度。
使用三面接触提高了稳定性并优化了夹持力的分布及过盈配合,KM4X™设计可产生高于其
他刀具系统三倍的抗弯矩力。
这意味着:
- 车间可利用装有KM4X的高性能机床提高难加工应用的速度和进料,进而从机床中获取全
部的生产潜力。
- 通常,一个较小的KM4X连接,如KM4X100可为更大的连接提供相同或更好的切削性能。
- KM4X系统可用于多项任务、车削、加工中心及手动、半自动或全自动连续自动工作机床。
KM4X设计可用于广泛的操作,从低速/高扭矩到高速/低扭矩,可使制造商从其生产设备中
获得最大收益。
铣削、钻孔及车削范围广泛的材料,生产率更高!
规则和建议具普遍性。欲知钛合金加工和KM4X具体建议,请联系肯纳金属公司或访问
www.kennametal.com。
KM4X_with_cutter.jpeg: 通过结合高夹持力和优化的间隙配合,KM4X在加工高强度合金
和其它材料时可提供可靠的连接、极高的刚度及大大提高性能的弯曲负载能力,这使得每天
都能得到非常高的金属切削率并生产更完整的部件。
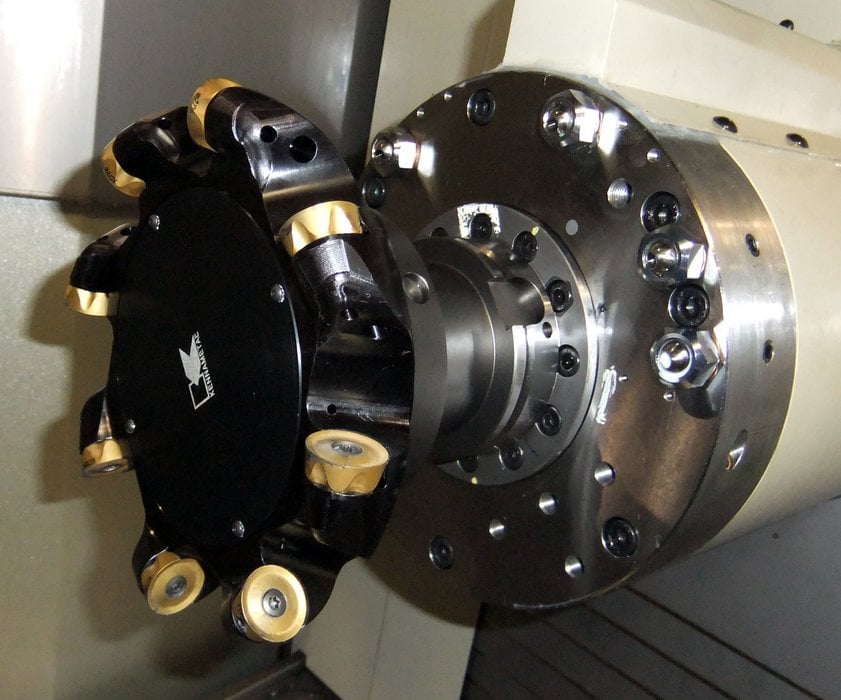
KM4X_8.jpeg: 肯纳KM4X™主轴连接系统含有一个重型配置,可在高速、低扭矩或低速、
高扭矩条件下运行。若无KM4X,如玉米铣刀会在达到转矩限制前超过弯矩限值。
KM4X_9.jpeg: 表面接触与夹持力的结合可改进过盈配合并产生高于其他系统三倍的弯矩
力。换刀方便快捷,减少停机时间。
