
www.engineering-china.com
05
'18
Written on Modified on
安全高效
HAIMER Safe-Lock™ 翰默安全锁防掉刀系统正成为行业的标准。

但是,Safe-Lock™安全锁防掉刀系统已经成为立铣刀夹持领域的一个事实上的标准。在Safe-Lock™安全
锁防掉刀系统面世的十年中,这种刀具夹持方式已经被反复验证,是一种比传统的强力型铣削刀柄和侧固
式刀柄优秀的立铣刀的夹持方式。一大批安全锁系统的专利合作伙伴也证实这个系统的优越性,他们中有
许多刃具和刀柄制造领域的全球领军者,例如:Walter, Widia, Sandvik Coromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG 和 Mapal。在2017年中,Iscar 和 Ingersoll也决定提供带安全锁结构的刃具。在过去的几年中,带Safe-Lock™安全锁系统的热缩式、筒夹
式和液压式刀柄的产品范围更大了。除了Kennametal正在提供带Safe-Lock™安全锁系统的液压式刀柄
以外, Mapal已经在推广他们的带Safe-Lock™安全锁系统的液压式刀柄。
Andreas Haimer, HAIMER GmbH翰默集团总经理解释道: “我们为Safe-Lock™安全锁防掉刀系统在重载
和粗加工铣削领域建立的新标准而自豪,而且该系统在其它铣削领域也越来越重要,例如:摆线铣削。
我们也为我们的新的专利合作伙伴而高兴,他们协助我们扩大了Safe-Lock™安全锁产品的范围,惠及
了更多的最终用户。
在航空航天行业的成功
Safe-Lock™安全锁系统是应重载铣削加工的需求而出现的,这是航空航天和能源行业每天要面对的
挑战。各种创新的材料,例如:各种钛合金,他们不仅质量轻,而且非常强韧,耐腐蚀且难切削。
这些新材料不仅影响机床的设计和切削加工工艺,而且挑战着切削加工时使用的刃具和刀柄。
很多零件是由一块实心的毛坯材料加工而成的,在铣削过程中高达90%的材料被去除了。为了在确保经济性和高品质的前提下提高材料去除率,必须优化现有的加工工艺,因而低转速、大扭矩和大进给的高效切削方案被选中了,但是在高效切削加工中立铣刀受到了更大的拔出力。在很高的切削阻力和极高的进给率的共同作用下,立铣刀在刀柄中的蠕动产生了,最终导致立铣刀被从刀柄中拔出的风险增加了。对高精度的刀柄的影响尤其大,例如:热缩式、液压式和强力铣削式刀柄。
结果是Safe-Lock™安全锁系统在航空航天行业获得了广泛的应用。Alexander Steurer, 来自慕尼黑MTU
航空发动机公司的资深数控程序经理如此解释该公司采用翰默产品的决定:“通过使用翰默公司的安全锁
和热缩技术,即使我们在铣削极具挑战性的高温合金时,也能够确保工艺安全性。在加工框架结构件和
壳体时,这是在保证工艺安全性的同时获得较高的自动化的前提条件。”
安全锁系统结合了防拔出保护和最高的同心度,因此在金属切削加工中减少了振动,获得平稳的加工。通过提高切削深度和走刀量,材料去除率获得显著的提高。得益于翰默热缩刀柄的跳动精度的提高,刀具寿命最高可以提升50%。
对称的安全锁设计确保3µm 的跳动精度、最佳的动平衡精度和简单的进行刀具长度预调的可能性,这三个价值巨大的优势是MTU使用翰默的系统替代原先使用的Whistle Notch 斜侧固或者Weldon侧固刀柄系统的原因。原先的这些系统也能够防止刀具被从刀柄中拔出,但是这两种系统都是不对称的设计,从而导致较差的径向跳动和动平衡精度。
使用Safe-Lock™安全锁系统提高生产效率
可是,Safe-Lock™安全锁系统不仅仅在航空航天行业有热情的支持者,位于Solingen 的Glätzer公司
的 Daniel Rautenbach先生十分了解汽车行业的竞争是多么激烈。这位数控加工部门的总监解释道:
“在我们的行业中,完美的品质及可靠的交货期是参与竞争的基本条件。价格也必须非常有竞争力。”
因此,在他的工作中,加工工艺的功效决定着公司的盈亏。并且品质是绝不妥协的。
运行经理Ingo Schulten先生通过当地最大的一个项目,在2013年中期 了解并开始使用HAIMER Safe-Lock™ 翰默安全锁防掉刀系统。那个特殊的应用是加工球墨铸铁EN-GJS-800-2 EN-GJS-800-2的卡车制动盘。为了铣削凹陷的型腔,立铣刀和工件的接触部位不是通常的接触线,而是覆盖了刃具30-40%表面的接触面。Ingo Schulten先生解释道:“极大的接触面积和切削力导致立铣刀趋向于被从刀柄中拔出。” 使用侧固式刀柄可以使立铣刀留在刀柄中,但是侧固式刀柄的结构导致了较大的径向跳动误差。Schulten先生说到:“立铣刀的寿命非常不稳定,甚至导致断刀。”
使用Safe-Lock™安全锁系统的铣削测试最终说服了他和其他 Glätzer公司的员工。 “对我来说,使用Safe-Lock™安全锁系统是必然的选择,就像使用电子点火器取代曲柄来发动一台汽车。” Schulten先生热情的解释道。 “切削参数显著地提升,刀具寿命至少提升40%。”
高速切削的好处
Safe-Lock™安全锁防掉刀系统在其它行业和使用大螺旋角立铣刀的HSC高速切削及摆线铣领域正越来越知名。在摆线铣加工中,切削速度和轴向切削深度在数控软件的支持下获得较大的提升,生产效率显著的提高了。即使在加工难加工材料时,通过提升切削深度,铣削加工的效率也可以提升三倍。
然而这种加工方式却提升了立铣刀被从刀柄中拔出的风险。在摆线铣加工中,由于立铣刀的整个侧刃都
被使用,因此产生的铁屑通常都是细长的。这种加工方式导致了更大的轴向力,迫使操作者关注安全的
刀具夹持方式。由于带Safe-Lock™安全锁系统的热缩刀柄的安全性比侧固式刀柄更高,能够精确的
夹持刃具而且易于安装,因此是一个完美的解决方案。热缩刀柄杰出的动平衡和径向跳动精度结合
Safe-Lock™安全锁系统的夹持安全性允许您使用更高的转速以提升生产效率和在确保刀具安全性的
同时提高刀具寿命。
提示信息
安全和有效的刀具夹持
Safe-Lock™安全锁系统的原理为:在立铣刀的柄部磨出螺旋槽,类似于立铣刀的排屑槽。结合刀柄(热缩刀柄、筒夹刀柄和液压刀柄)内用EDM加工出的定位键,在极限的切削加工中可以防止立铣刀在刀柄中转动和被拔出刀柄,从而避免了昂贵的工件的报废。防掉刀保护和极高的径向跳动精度的组合可以减少振动和提高材料去除率。通过提高切削深度和进给率,可以显著地提高材料去除率,并且刃具的磨损也会减少。
在2017 年中,Iscar 和 Ingersoll 获得了刃具专利许可。通过刀具制造商的大力推广,Safe-Lock™
安全锁系统在很多行业成为了一个标准。
Picture: Haimer

MTU航空发动机公司使用翰默的安全锁系统挑战军用涡轮发动机TP400-D6的粗加工任务。MTU负责TP400-D6的中压压缩机,中压汽轮机和中压转子的生产,并且在发动机控制系统中占有份额。另外,TP400-D6发动机的总装生产也在慕尼黑的MTU航空发动机公司。
Picture: MTU Aero Engines
Glätzer公司的Daniel Rautenbach 总经理(右边) 和Ingo Schulten 经理正在拓展HAIMER带Safe-Lock™
安全锁系统和不带Safe-Lock™安全锁系统的热缩技术的应用,“对我们来说,使用Safe-Lock™安全锁
系统是必然的选择,就像使用电子点火器取代曲柄来发动一台汽车。”
Picture: Haimer
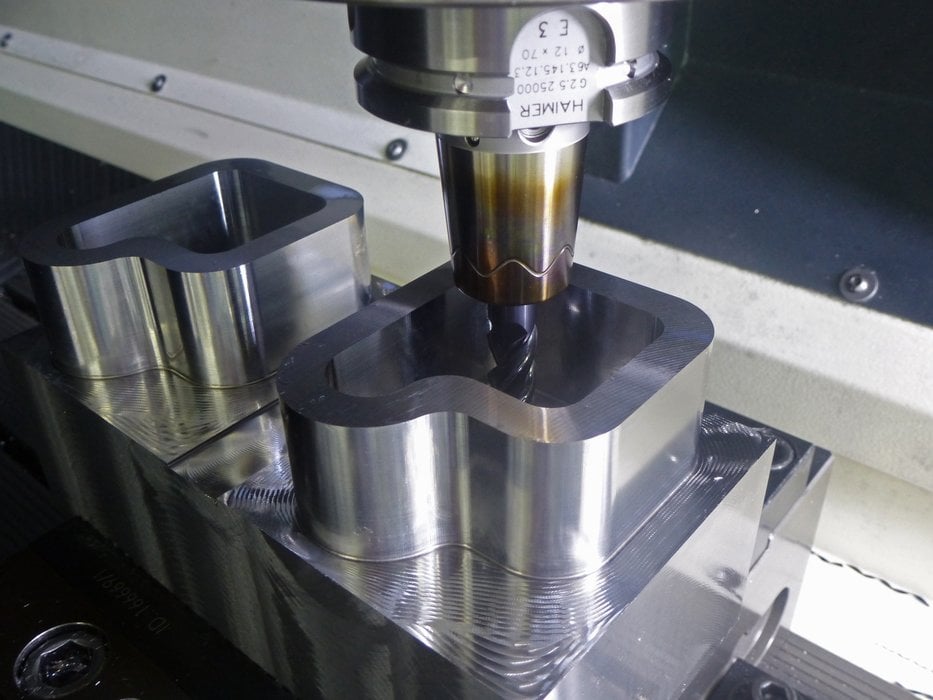
即使在加工难加工材料时,例如不锈钢或者钛合金,通过提升切削深度,铣削加工的效率可以提升三倍。理想的立铣刀是带Safe-Lock™安全锁系统的HAIMER Power Mill 翰默强力型立铣刀。
Picture: Haimer
